

Cuando nos referimos a los entornos industriales generalmente lo hacemos con la vista puesta en PLCs, HMIs, sistemas SCADA, sensores, actuadores, etc. Si embargo, hay otros que también están presentes y que a veces pasan desapercibidos. Los robots.
Éstos son capaces no sólo de llevar a cabo tareas repetitivas de forma rápida y precisa , sino reemplazar la labor de una persona, tanto por capacidad como por ahorro en tiempo y dinero. Un tema este que desde hace tiempo está siendo objeto de debates ya que muchos puestos de trabajo podrían peligrar si no se regulariza su uso a corto plazo. Esto cobra más fuerza si tenemos en cuenta los avances tecnológicos que han derivado en lo que conocemos como «Robótica Colaborativa». Brazos robotizados capaces, no sólo de imitar la labor de operadores tradicionales, sino la de trabajar junto a ellos garantizándose, por supuesto, medidas de seguridad necesarias para prevenir cualquier daño.
Este vídeo habla por si mismo:

Sin embargo en el día de hoy no me voy a centrar en este tipo de robots sino en otros de mayor tamaño presentes en sectores como la industria manufacturera, logística o más concretamente, la automoción. De un tiempo a esta parte se viene hablando que, al igual que otros dispositivos, los robots pueden ser blanco de ataques con unas u otras consecuencias dependiendo de las vulnerabilidades y debilidades que puedan presentar.
En el día de hoy haremos un repaso por sus componentes principales para entender mejor qué partes podrían verse afectadas llegado el caso.

Como decía, de forma genérica, un robot de estas características está compuesto por:
1.- Brazo robótico
Es el componente más visible. A él le asociamos la palabra «Robot» y al que podríamos definir como un manipulador multipropósito reprogramable capaz de mover piezas, materiales y herramientas en diversas trayectorias. Controlado automáticamente, podrá estar compuesto por 3 o más ejes que permiten llevar a cabo los distintos movimientos con el fin de realizar una o varias tareas concretas. En sus extremos podrán disponer de herramientas intercambiables como pinzas, agarres, sensores o cualquier otro tipo según necesidades.
2.- Controlador:
Es dispositivo que gobierna al robot. En él podemos identificar dos subsistemas denominados «módulos» que se encargarán de actuar sobre distintas áreas del mismo. Dependiendo de fabricantes y modelos, esto puede cambiar en cuanto a formatos o arquitecturas, pero en general podremos encontrarnos con:
- Módulos de Potencia
Encargado de regular la alimentación eléctrica que necesitan tanto el resto de módulos como los servos que mueven los ejes y hacen desplazar al robot por las trayectorias y puntos definidos. Contará con un interruptor principal y otros accionamientos, que estarán en comunicación con los sistemas de seguridad y maniobra para, en caso necesario, suspender el suministro.
- Módulo de Control
Contará con el computador principal que gobernará el sistema. En él podremos localizar distintos elementos como el mecanismo de paro de emergencia, selector de modo de operación (Manual/Automático), conexiones con otros módulos, leds de estado, etc. También será capaz de gestionar las seguridad en lo que a «Safety» se refiere, recibiendo las señales de sensores o mecanismos que permitirá el paro del robot en caso de error o accidente. Dispondrá de interfaces de entrada y salida de tal manera que los técnicos o ingenieros puedan llevar a cabo la carga de la configuración y parametrización así como otros elementos tipo PLCs, HMIs, vinculados a procesos.
3.- Consola Hombre-Máquina:
Es una unidad conectada al módulo de control con el que se podrá operar el robot. Se trata de pequeñas consolas dotadas con una pantalla, teclado, joystick y accionador de emergencia con el fin de manipular y ajustar parámetros en el brazo robótico de forma manual. Por esta razón, y con el fin de evitar accidentes contra personas, cuentan con sistemas que obligan, por ejemplo, a tener presionados simultáneamente dos pulsadores para poder manipularlo. Están dotados de sistemas operativos embebidos, como Windows CE .NET en el caso del fabricante ABB para su componente Flexpendant. Esto permite la programación «online» a diferencia como veremos más adelante de otra «offline».


4.- Programación:
Como resulta evidente al robot hay que parametrizarlo y configurarlo para que realice los movimientos y tareas para los que ha sido pensado. Si bien desde la consola manual pueden llevarse a cabo ciertas tareas, a ésta se le reservan más a la precisión o corrección. El resto de labores se editarán en software destinado a tal efecto como puede ser KUKA.WorkVisual del fabricante KUKA, o RobotStudio en ABB.
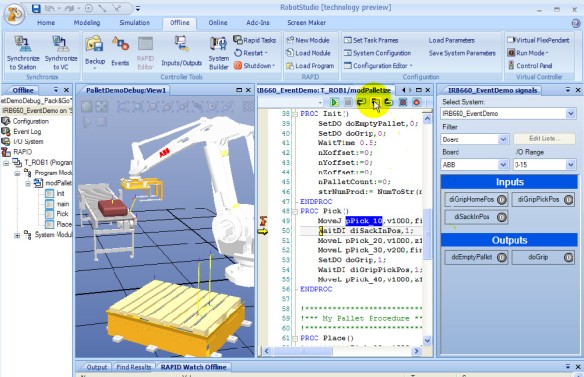

Desde este software se llevará a cabo lo relativo a la parametrización de los programas que se ejecuten en el robot, movimientos, coordenadas, estados, etc. para luego desde ahí volcarlo al Controlador por alguna de sus interfaces. Estas tareas podrán hacerse, como hemos visto, tanto de forma «online» y «offline» para que cada programador u operador emplee según necesidades.
Sin embargo, los robots no están solos. Éstos se integran con otros dispositivos como son los autómatas. Los casos de uso a los que me he enfrentado hasta la fecha, han sido en los que un PLC ve a un robot como un «esclavo». Es decir, el autómata ordenará al controlador del robot la ejecución de tal o cual programa según sea necesario. Finalizado, retroinformará para proseguir con las tareas tanto de forma autónoma como de forma conjunta con otros. Obviamente esto no es sencillo ya que entran en juego multitud de señales y medidas, como pueden ser las enviadas por los sensores; detectores de posición; finalización de trabajo antes de comenzar movimientos en otros robots; petición de acceso a una determinada área; respetar tiempos de espera, etc. Pero sobre todo, la implementación de medidas «Safety» y evitar así los temidos accidentes. Según sea el modelo de autómata empleado, éstos podrán incluir estas funcionalidades en sus CPUs o sino depender de otros dedicados a tal efecto. Aparte de estos mecanismos como pulsadores de emergencia, sensórica, barreras de protección, o perímetros restringidos, el propio robot permite que en modo de operación manual puedan establecerse límites y supervisión en cuanto a velocidad y movimientos. Finalmente para que todo esta interacción sea posible es necesario el uso de buses de campo que permitan la comunicación entre los distintos elementos.


Con la entrada de hoy se pretende arrojar un poco más de información sobre qué elementos componen estos sistemas y la manera en que se comportan. Especialmente cuando no hace demasiado tiempo la firma TrendMicro ha publicado un informe sobre los posibles ataques a los que pueden estar expuestos los robots y las consecuencias que pueden tener, tanto para el proceso como a las personas.

En cualquier caso, espero que en la entrada del día de hoy pueda servir para entender de forma sencilla algo más sobre estos equipos.
Un saludo a todos, nos vemos en la siguiente y no te olvides que puedes seguirnos también en @enredandoconred .
Edorta


